Gesellschafterwechsel bei Parsum – Parsum wird Teil der SOPAT-Familie
Wir freuen uns, offiziell bekannt geben zu können, dass die Parsum GmbH – mit Wirkung vom 12. August 2022 Teil…


Die IPP 70-S ist die Standardausführung der Partikelsonden für den universellen Einsatz im Bereichen ohne ATEX Anforderungen.

Die IPP 70-Se ist die eigensichere Ausführung des Standardmodells IPP 70-S zum Einsatz in Prozessen mit ATEX-Anforderungen.

Die IPP 75-S ist die Sonde speziell zur Verwendung in großen und tiefen Prozessräumen, wie z.B. High-Shear Mischern.

Die Sonde IPP 80-P wurde entwickelt, um die Partikelgrößenverteilung von Pulvern, Pellets oder Granulaten in pharmazeutischen Prozessen zu messen.

Ein breites Sortiment an Zubehör, wie Inline-Dispergierer und Spülzellen, erlauben als sogenanntes „Prozess-Interface“ die Anpassung der Messsonde an unterschiedliche Bedingungen im Prozess.
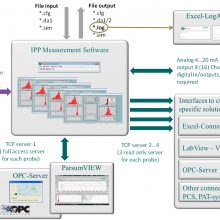
Die Parsum-Messsoftware ist ein flexibel anpassbares System aus Programmen und Schnittstellen.
Wir bieten Ihnen an, unsere Messsonden kennenzulernen und gemeinsam mit unseren Prozessspezialisten Ihre Aufgabenstellung zu analysieren und die Vorteile der Inline-Partikelmessung für Ihre Produktionsprozesse herauszufinden. Wir bringen unsere Erfahrung aus 20 Jahren Prozessmessung und über 350 installierten Messsystemen in 22 Ländern ein.
Jeder Prozess ist individuell – deshalb ist ein praktischer Test durch nichts zu ersetzen. Wir bieten Ihnen flexible Erprobungsmöglichkeiten bei Ihnen vor Ort. Vom 1-Tages-Test bis zur Komplett-Testwoche oder mehrwöchigen Geräte-Miete einschließlich Installation und Betreuung durch einen unserer Spezialisten reichen die Möglichkeiten. Wir analysieren mit Ihnen die gewonnen Daten und finden heraus, wie Sie diese zum optimalen Betrieb Ihrer Anlagen, für mehr Effizienz und Qualitätssteigerung nutzen können
Das gibt Ihnen die notwendige Sicherheit vor einer Kaufentscheidung!
![]()
Um unsere Messsysteme weltweit anbieten zu können, verbindet uns eine langjährige, exklusive Vertriebspartnerschaft mit Malvern Instruments Ltd, Malvern UK.
Ansprechpartner für Parsum außerhalb Deutschland, Österreich und Schweiz finden sie hier.
Wir freuen uns, offiziell bekannt geben zu können, dass die Parsum GmbH – mit Wirkung vom 12. August 2022 Teil…
Besuchen Sie uns auf der POWTECH 2022, der Leitmesse für Experten der Pulver- und Schüttguttechnologie vom 27. bis 29. September…
Bitte besuchen Sie uns auf der Achema 2022, der weltgrößten Chemie-Messe vom 22. bis 26. August in Frankfurt am Main,…
CPhi 2021 – „Excellence in Pharma – we are part of it“! Die InnoPack – als Teil der CPhi worldwide – ist…


